

我们的现场实拍视频将带您走进广硕紫铜止水厂家-广硕橡塑制品有限公司产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:广硕紫铜止水厂家-广硕橡塑制品有限公司的图文介绍


从显组织观察可知,晶粒内部无明显特征,晶界较细,与一般单相合金的平衡结晶组织无异。2.单相铜合金的铸锭组织特征铜合金的凝固过程为非平衡过程,所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。合金过冷至T1温度时开始凝固,首先析出的固相成分为a1,液相成分则为L1。继续冷至T2紫铜止水片温度时,析出的固相成分应为a2,与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上,若能达到平衡条件,a1的成分也会逐渐改变成a2,以达到T2紫铜止水片下的平衡态。
但实际上,固态的扩散速率远小于液态的扩散速率,当剩余液相的成分均匀达到L2时,固相a中的成分仍为不均匀的,它们的平均成分可用a2表示。显然,a2中的B原子浓度小于a2中B原子浓度。同理,当温度降至T3及T4时,其a相的平均成分可用表示a3及a4。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。合金过冷至T1温度时开始凝固,首先析出的固相成分为a1,液相成分则为L1。继续冷至T2紫铜止水片温度时,析出的固相成分应为a2,与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上,若能达到平衡条件,a1的成分也会逐渐改变成a2,以达到T2紫铜止水片下的平衡态。
但实际上,固态的扩散速率远小于液态的扩散速率,当剩余液相的成分均匀达到L2时,固相a中的成分仍为不均匀的,它们的平均成分可用a2表示。显然,a2中的B原子浓度小于a2中B原子浓度。同理,当温度降至T3及T4时,其a相的平均成分可用表示a3及a4。



广硕橡塑制品有限公司长期经营(营口大石桥) 本地 营口大石桥背贴式橡胶止水带。公司同时销售(营口大石桥) 本地 营口大石桥背贴式橡胶止水带。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!



气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。10*1包塑紫铜管在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊喷嘴与焊件距离约在8~15mm之间。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。



成份不一样,圆钢(一级钢)属于普通低碳钢,其它钢筋多为合金钢。强度不一样,圆钢强度低,其它钢强度高,即直径大小相同的圆钢与其它钢筋相比,圆钢所能承受的拉力要比其它钢筋小,但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。
但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。镀铜圆钢相关息介绍,圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件,大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管环。
止水铜板注意事项,不得长时间露天曝晒,防止雨淋,勿与污染性强的化学物质。在运输和施工中,防止机械,钢筋损伤止水带。施工过程中,止水带必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。
但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。镀铜圆钢相关息介绍,圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件,大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管环。
止水铜板注意事项,不得长时间露天曝晒,防止雨淋,勿与污染性强的化学物质。在运输和施工中,防止机械,钢筋损伤止水带。施工过程中,止水带必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。


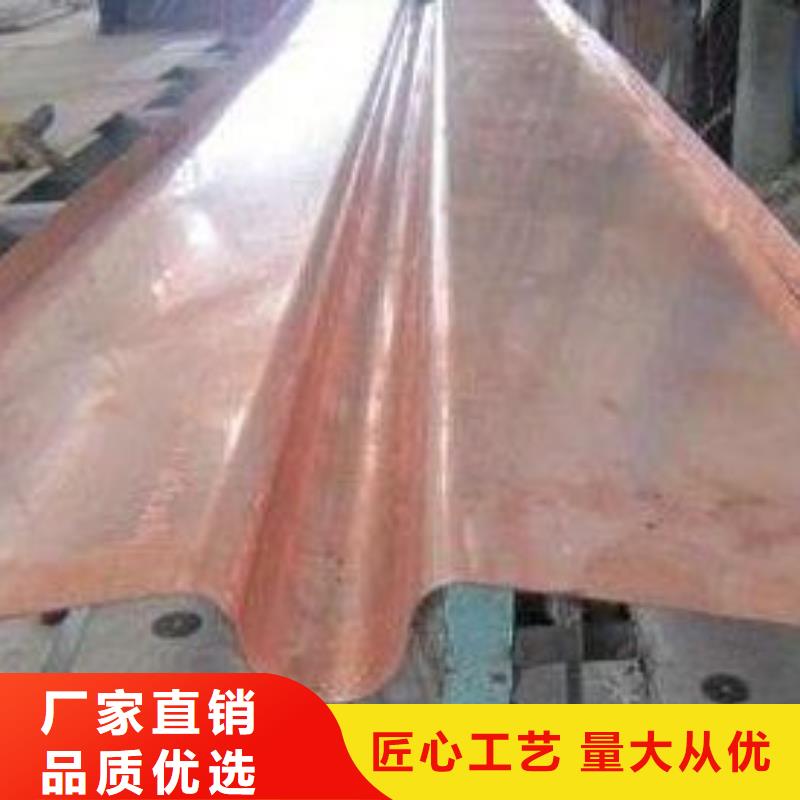
热轧是紫铜片止水带生产中铸锭开坯的主要。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。


